
細胞磨到底是什么?為什么越來越多非金屬礦企業在用它
在非金屬礦粉加工、鋰電材料制備、化工顏料生產等領域,濕法超細研磨是決定產品品質的關鍵工序。傳統攪拌球磨機、砂磨機用于中小批量實驗或小規模生產問題不大,但一旦進入年產萬噸級別的連續化生產場景,單機產能不足、能耗偏高、細度不達標的問題就會集中暴露出來。
細胞磨(Cell Grinder)正是專門為解決這類工業化規模難題而誕生的大型濕法研磨設備。它集重力流化技術與高速機械驅動于一體,通過多級研磨結構實現物料的連續、高效、精準粉碎,出料細度可達0.5~5μm,單機漿料產量最高可達100噸/小時。
長沙天創粉末技術有限公司(TENCAN)推出的細胞磨系列,涵蓋渦輪式、攪拌式、對撞式三大機型,從實驗級(WRMJ200,30KW)到超大型工業機(WRMJ100000,1750KW)全系覆蓋,適配不同物料特性、產能規模和純度要求。
本文將從工作原理、核心參數、適用場景三個維度,系統拆解這三款機型的差異,幫助采購和工藝工程師找到最匹配的設備。
濕法超細研磨的產業痛點:為什么需要細胞磨這類設備
傳統設備在規模化場景中的三大硬傷
大多數企業在工藝開發階段使用實驗室砂磨機或行星球磨機,這兩類設備的批次容積通常在0.3~50升,日處理量以公斤計。但當工藝放大到日產10噸、百噸級別時,靠堆機器數量來彌補單機產能會帶來三個問題:
第一,占地與管理成本指數級攀升。 二十臺50升砂磨機的廠房面積、操作人員、維護工時,遠比一臺WRMJ1000(110KW,產量1.5~2.5噸/小時)更難管控。
第二,批次一致性差。 多臺設備并行運作,研磨介質磨損程度不同,各批次細度很難保持在同一水平,下游配方工藝需要頻繁調整。
第三,能耗疊加導致噸成本居高不下。 多臺小設備的綜合能耗,通常高于單臺大產能設備的20%~40%。
細胞磨通過單機大產能、連續進出料、全自動運行,從根本上解決上述三個痛點。固含量50~70%的漿料可以直接接入,不需要額外稀釋,噸處理成本隨機型規格的提升而顯著下降。
工業級研磨對設備提出的四個核心要求
了解清楚痛點之后,選型時需要驗證設備能否滿足以下四個工業級要求:
- 產能匹配:單機小時產量是否覆蓋生產計劃(漿產量T/H × 日運行小時 ≥ 日產目標);
- 細度可控:在目標粒徑(D50或D90)下,細度分布是否足夠窄;
- 純度保障:設備內襯和研磨介質材質是否會引入有害雜質;
- 長期穩定:連續運行8000小時以上,核心部件磨損成本是否可控。
三款細胞磨機型:工作原理深度解析
細胞磨三款機型同屬WRMJ系列(WRMJ = Wet-grinding Research Mill + 設備容積代號),但內部結構和驅動機制存在本質差異,直接決定了它們各自的適用邊界。
渦輪式細胞磨:多級渦輪盤驅動,中小規模的首選

細胞磨—渦輪式研磨機(WRMJ200/500/1000/1500),采用多級合金渦輪盤結構
渦輪式細胞磨的核心結構是多級合金渦輪盤。電機驅動轉軸帶動渦輪盤高速旋轉,研磨介質(陶瓷珠或合金球)和漿料在離心力的作用下形成旋渦流場;物料從進料口進入后,自上而下依次通過各級渦輪盤,在每一級都經歷一次剪切-擠壓-碰撞的完整研磨過程,最終由動態分離系統以目標細度出料。
渦輪盤結構的三重研磨機制
- 剪切力:渦輪盤高速旋轉與腔體內襯之間形成強剪切場,顆粒在通過這一區域時被直接切割破碎;
- 擠壓力:介質在離心作用下向外層高密度堆積,對夾在介質之間的顆粒產生持續壓碎力;
- 碰撞力:多級渦輪盤之間介質運動方向改變,產生密集的介質-顆粒直接碰撞,這是粒徑快速下降的主要動力來源。
重力協同流化設計保證了物料在腔體內的均勻分布,避免了出現局部堆積導致研磨效率下降的死區問題。內置冷卻系統配合溫度傳感器,可實時將漿料溫度控制在安全范圍內,對氧化鋅、碳酸鈣等熱敏感物料尤為重要。
渦輪式細胞磨完整參數表
| 型號 | 設備功率 | 2μm細度 | 固含量 | 漿產量(噸/H) | 電耗(KW·h/T) | 磨耗(元/T) |
|---|---|---|---|---|---|---|
| WRMJ200 | 30KW | D60~D98 | 50~70% | 0.05~0.2 | 38~155 | 1.1~5.1 |
| WRMJ500 | 75KW | D60~D98 | 50~70% | 1.0~1.5 | 35~105 | 2.2~6.6 |
| WRMJ1000 | 110KW | D60~D98 | 50~70% | 1.5~2.5 | 36~115 | 1.6~5.5 |
| WRMJ1500 | 160KW | D60~D98 | 50~70% | 1.8~3.0 | 37~124 | 1.7~4.9 |
進料細度要求:45μm~200μm;出料細度范圍:0.5~5μm。
渦輪式機型的產量區間(0.05~3噸/小時)覆蓋了從中試放大到中等規模連續生產的需求,適合日處理量在20~60噸漿料以內的生產線。
攪拌式細胞磨:多級合金攪拌棒驅動,大產能生產線的核心主機

細胞磨—攪拌式研磨機,最大功率1750KW,漿產量可達55.5~100噸/小時
攪拌式細胞磨采用多級合金攪拌棒結構替代渦輪盤,攪拌棒的線速度可達10~20m/s,驅動研磨介質在腔體內形成高密度的渦流運動場。與渦輪式相比,攪拌棒的覆蓋范圍更大,介質運動的隨機性更強,特別適合高固含量(50~70%)、高粘度漿料的處理。
四階段研磨流程
動力輸入階段:電機通過減速機驅動攪拌棒以額定轉速運行,研磨腔內的介質填充率維持在60~90%之間,確保介質-物料充分接觸。
研磨作用階段:漿料在泵的推動下從底部進入研磨腔,在攪拌棒產生的強剪切力、沖擊力和擠壓力的共同作用下,顆粒逐級破碎至目標細度。多級合金攪拌棒的排列使得研磨路徑在腔體內極大延長,等效于串聯多臺砂磨機的效果。
動態分離階段:達到目標粒徑的細顆粒穿過間隙式篩網或離心分離器從頂部排出,未達標的粗顆粒返回研磨腔繼續處理,最終出料的粒度分布D50偏差控制在±0.5μm以內。
溫控階段:內置冷卻夾套配合外循環冷卻器,可處理在研磨過程中會產生大量熱量的高硬度礦物料,防止熱變性。
攪拌式細胞磨完整參數表
| 型號 | 設備功率 | 2μm細度 | 固含量 | 漿產量(噸/H) | 電耗(KW·h/T) | 磨耗(元/T) |
|---|---|---|---|---|---|---|
| WRMJ1500 | 160KW | D60~D98 | 50~70% | 1.8~3.0 | 37~124 | 1.7~4.9 |
| WRMJ4000 | 250KW | D60~D98 | 50~70% | 2.6~5.8 | 30~134 | 1.1~5.1 |
| WRMJ6000 | 355KW | D60~D98 | 50~70% | 4.5~9.5 | 26~165 | 0.5~2.4 |
| WRMJ80000 | 1200KW | D30~D50 | 50~70% | 20.8~60.5 | 21~66 | 0.7~3.1 |
| WRMJ100000 | 1750KW | D30~D50 | 50~70% | 55.5~100 | 17~58 | 0.5~2.7 |
進料細度要求:45μm~1mm(更寬松,適應粗破碎后的直接入料);連續運行壽命:超8000小時。
WRMJ80000和WRMJ100000屬于超大型工業機,單機年處理能力可達百萬噸級,是大型碳酸鈣、重質滑石、磷酸鐵鋰生產企業實現規模效益的核心設備。值得關注的是,隨著機型功率的提升,磨耗和電耗均顯著下降,WRMJ100000的磨耗低至0.5~2.7元/T,經濟性優勢突出。
對撞式細胞磨:高速對撞能量場,防金屬污染的高純度研磨專機

細胞磨—對撞式研磨機,采用耐磨聚氨酯盤+陶瓷內襯,全程無金屬接觸
對撞式細胞磨的機械結構與前兩款的最大差異,在于采用了兩級耐磨聚氨酯盤+陶瓷內襯的防污染設計——物料在整個研磨過程中始終不與金屬部件直接接觸。這一特性使其專門適配于對純度和雜質鐵含量有嚴格限制的物料:如半導體級氧化鋯、鋰電正極材料前驅體、醫藥級碳酸鈣等。
高速對撞能量場的四段機制
電機驅動與介質加速:轉子在電機驅動下以15~30m/s的線速度高速旋轉,帶動研磨介質(通常為氧化鋯珠或純陶瓷球)形成密集的高動能運動場,相比攪拌式,對撞式的轉子線速度更高,介質動能更大。
多向對撞破碎:物料與介質在高速運動中發生多向碰撞,顆粒通過動能傳遞被反復沖擊和剪切,屬于能量集中爆發型的粉碎機制,特別適合脆性硬質礦物(如石英、鋯英砂、氧化鋁)的超細破碎。
流體力學協同:腔體內層流與湍流的交替作用延長了物料的研磨路徑,使顆粒在每次出料前經歷更充分的碰撞次數,從而在較短時間內實現更窄的粒度分布。
動態分離出料:經離心力或篩網分離后,成品出料D90可達到2μm(D60~D90范圍內靈活調控),粒徑分布窄,批次穩定性高。
對撞式細胞磨完整參數表
| 型號 | 設備功率 | 2μm細度 | 固含量 | 漿產量(噸/H) | 電耗(KW·h/T) | 磨耗(元/T) |
|---|---|---|---|---|---|---|
| WRMJ6000 | 90KW | D60~D90 | 50~70% | 1.5~3.0 | 16~35 | 1.2~2.5 |
| WRMJ12000 | 180KW | D60~D90 | 50~70% | 2.5~5.8 | 15~25 | 1.1~2.2 |
| WRMJ15000 | 220KW | D60~D90 | 50~70% | 4.5~6.5 | 24~34 | 1.3~2.4 |
| WRMJ20000 | 264KW | D60~D90 | 50~70% | 5.5~8.0 | 23~33 | 1.3~2.4 |
進料細度要求:45μm~1mm;出料細度:0.5~10μm(可調控)。
橫向對比來看,對撞式的電耗(15~35 KW·h/T)明顯低于攪拌式和渦輪式在同細度需求下的能耗水平,這是因為高速對撞機制將單次碰撞傳遞給顆粒的能量利用率更高,粉碎單位體積顆粒所需做的功更少。
三款機型橫向對比:選型決策一張表
以下從五個維度完整對比三款細胞磨機型,直接給出選型結論:
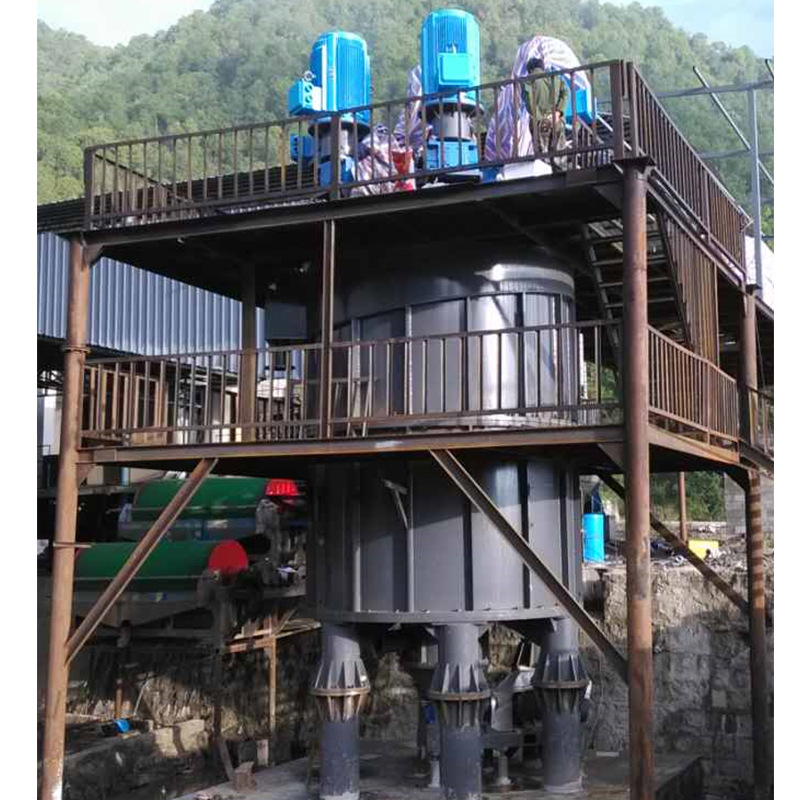
攪拌式細胞磨側視圖,立式安裝結構,占地面積緊湊,適合大產能生產車間
| 對比維度 | 渦輪式(WRMJ200~1500) | 攪拌式(WRMJ1500~100000) | 對撞式(WRMJ6000~20000) |
|---|---|---|---|
| 核心機制 | 多級渦輪盤剪切+流化 | 多級攪拌棒剪切+沖擊 | 高速對撞破碎+流體協同 |
| 產能覆蓋 | 0.05~3 噸/H(中試到中規模) | 1.8~100 噸/H(全規模工業化) | 1.5~8 噸/H(中到大規模) |
| 出料細度 | 0.5~5μm(D60~D98) | 0.5~45μm(D30~D98) | 0.5~10μm(D60~D90) |
| 防污染能力 | 標準內襯 | 碳化硅/氧化鋯可選內襯 | 聚氨酯盤+陶瓷內襯(全程無金屬接觸) |
| 進料要求 | 45μm~200μm(需預破碎至200目以內) | 45μm~1mm(容忍粗粒入料) | 45μm~1mm |
| 綜合電耗 | 35~155 KW·h/T | 17~165 KW·h/T | 15~35 KW·h/T(能效最優) |
| 磨耗成本 | 1.1~6.6 元/T | 0.5~5.1 元/T(大機型最低) | 1.1~2.5 元/T |
| 典型物料 | 碳酸鈣、高嶺土、顏料、磁性鐵氧體 | 磷酸鐵鋰、石墨、云母、重質滑石、水煤漿 | 氧化鋯、石英、鋯英砂、鋰電前驅體、醫藥原料 |
選型決策三原則:
產量<3噸/小時 → 優先考慮渦輪式(WRMJ200~1500),投資成本低,維護簡單;
產量≥5噸/小時且對純度要求不苛刻 → 優先考慮攪拌式,規模越大經濟性越突出;
對鐵雜質或金屬污染有嚴格限制 → 必選對撞式,聚氨酯+陶瓷內襯是高純研磨的唯一可靠解。
五大行業深度應用
非金屬礦超細粉加工
碳酸鈣、高嶺土、滑石、重晶石是非金屬礦的主要商品種類。以重質碳酸鈣為例,2μm以下產品(D97≤2μm)用于高端涂料和造紙,其市場價格比普通產品高出3~5倍。渦輪式WRMJ1500(產量1.8~3噸/小時)和攪拌式WRMJ6000(產量4.5~9.5噸/小時)是這一應用的主流配置,出料細度均可滿足D60~D98的要求。
云母、膨潤土、高嶺土等在濕法研磨后還需經旋振篩分級,天創粉末的三次元旋振篩可與細胞磨配套使用,實現研磨-分級一體化流程。
鋰電正極材料前驅體研磨
磷酸鐵鋰(LFP)、三元前驅體(NCM/NCA)的粒徑D50要求通常在0.5~2μm,且對鐵、鉻等金屬雜質的含量有ppm級限制(鐵離子<20ppm)。攪拌式細胞磨搭配氧化鋯內襯和氧化鋯研磨介質,可將鐵離子引入量控制在較低水平;若純度要求更嚴格,對撞式的聚氨酯+陶瓷方案是更穩妥的選擇。
化工顏料與油墨
鈦白粉、氧化鐵紅、有機顏料等顏料研磨對粒徑均勻性的要求極高——粒徑寬分布會直接導致著色力下降和光澤不穩定。對撞式細胞磨的粒徑分布窄(D50偏差≤±0.5μm)以及對撞機制對纖維狀粒子的破碎能力,使其在有機顏料和印刷油墨研磨領域具有顯著優勢。
新能源與電子材料
石墨烯、硅碳復合負極、熒光粉等新材料對研磨環境要求極為苛刻:既要納米級粒徑,又要防止介質污染影響電化學性能。攪拌式WRMJ系列支持密封惰性氣體保護腔,結合實驗攪拌球磨機完成小試工藝驗證后,可無縫放大至WRMJ6000或WRMJ80000級別的量產配置。
工業廢料精細化再利用
粉煤灰、水煤漿、電子廢料再生粉末在進入再利用工序前需要研磨到特定粒徑以滿足工藝標準。這類物料往往進料粒徑不穩定(45μm~1mm區間波動大),攪拌式細胞磨較寬的進料適應范圍(最大1mm)以及帶載啟動能力,可有效應對進料波動,保證連續生產穩定性。
與其他研磨設備的橫向對比
細胞磨 vs 砂磨機
普通臥式棒銷砂磨機(如實驗型臥式棒銷納米砂磨機)的容積從0.3升到數十升,適合實驗室和小批量生產;而細胞磨的單機處理能力高出2~3個數量級,且支持全自動連續進料出料,無需人工倒罐操作。砂磨機的優勢在于細度控制更精細(可到達50nm以下),適合超納米研磨場景;細胞磨則以"大產量+低成本"勝出。
細胞磨 vs 攪拌球磨機
生產型攪拌球磨機是細胞磨最直接的競爭對手,兩者的核心區別在于:
- 攪拌球磨機的筒體是水平或立式固定容積,研磨介質和物料均在密閉容積內循環;
- 細胞磨(尤其是攪拌式、渦輪式)利用重力流化原理,介質在重力方向形成梯度分布,物料從上到下依次研磨后排出,更適合連續化大產能生產;
- 細胞磨的磨耗成本(最低0.5元/T)通常低于同級別攪拌球磨機(通常在1~8元/T)。
細胞磨 vs 蜂巢磨
天創粉末的蜂巢磨—粉體復合改性機側重于干法粉體的表面改性和復合處理,而細胞磨專注濕法超細研磨,兩者場景完全不同,無法互相替代。
使用與維護要點
研磨介質選型
不同物料對研磨介質有不同要求,選錯介質會直接導致產品污染或介質快速磨損:
- 碳酸鈣、高嶺土等低硬度礦物:可選玻璃珠(成本低)或氧化鋯珠(純度高);
- 氧化鋁、氧化鋯等高硬度礦物:必選氧化鋯珠或碳化硅珠,避免玻璃珠碎裂引入雜質;
- 鋰電正極材料:選氧化鋯珠(Zr離子引入量極低),且需定期檢測漿料中Zr含量;
- 對撞式機型:陶瓷內襯要求使用氧化鋯或純陶瓷球,禁止混入金屬研磨球。
介質填充率通常控制在60~85%,過高會增加電耗而不提升細度,過低則研磨效率大幅下降。
三個關鍵運行參數的調節邏輯

渦輪式細胞磨內部腔體結構,多級渦輪盤豎向排列,物料自上而下逐級研磨
進料流量控制:流量過大會導致漿料在腔體內停留時間不足,出料細度偏粗;流量過小則使單位時間內介質對物料的碰撞密度下降,電耗反而升高。建議在調試階段以額定流量的60%為起始點,逐步上調至產量與細度雙達標的平衡點。
轉速(線速度)調節:渦輪盤或攪拌棒的線速度越高,單次碰撞傳遞給顆粒的動能越大,出料粒徑越小,但同時磨耗和電耗也會上升。在滿足產品細度指標的前提下,選擇能達標的最低線速度,是降低運行成本的有效策略。
固含量管理:細胞磨設計工作固含量為50~70%。若漿料固含量低于50%,一方面浪費水處理能力,另一方面低粘度漿料可能導致介質在腔體內分布不均勻;高于70%則粘度過高,泵送困難且研磨效率明顯下降。
日常維護四要素
- 定期檢查篩網或分離器:分離系統是保證出料細度的關鍵,篩網磨損會導致粗顆粒漏出,建議每500小時檢查一次;
- 檢測漿料pH值:部分礦物(如碳酸鈣)在研磨過程中會改變漿料pH,異常pH可能加速內襯腐蝕;
- 軸封密封檢查:軸封泄漏是濕法設備最常見的故障點,發現浸潤痕跡應立即更換密封件;
- 冷卻系統流量監控:冷卻水流量不足會導致漿料溫度超標,觸發溫度保護自動停機,應確保冷卻水系統運行正常。
選型決策框架:六問排查法
在完成初步了解之后,建議通過以下六個問題快速鎖定合適的細胞磨機型:
問題1:日處理目標是多少?
日處理量÷日有效運行小時(通常取20小時)= 所需最低小時產量(T/H)→ 匹配對應功率機型。
問題2:目標出料粒徑是多少?
D97<2μm → 渦輪式或攪拌式均可;D97<1μm且分布要窄 → 對撞式優先。
問題3:物料對鐵離子或金屬污染是否敏感?
鐵離子限制<10ppm → 必選對撞式;一般礦物加工 → 渦輪式或攪拌式加氧化鋯內襯即可。
問題4:進料粒徑是多大?
進料D97<200μm → 三款均可;進料D97在200μm~1mm之間 → 排除渦輪式,選攪拌式或對撞式;進料更粗 → 需先配置顎式破碎機或對輥破碎機預破碎。
問題5:是否有連續化生產要求?
批次生產 → 渦輪式搭配批次工藝即可;連續化產線 → 攪拌式(WRMJ6000及以上)的全自動連續進出料更有優勢。
問題6:長期磨耗成本是否納入核算?
渦輪式小機型初始投資低但磨耗較高;攪拌式大機型單次投資高但磨耗隨規模下降至0.5元/T;對撞式因高純設計磨耗偏高,但節省了后道除鐵工序的成本,綜合計算下來并不吃虧。
總結
細胞磨系列(渦輪式/攪拌式/對撞式)覆蓋了從中試放大到百萬噸級年產量的全規模工業化濕法研磨需求。三款機型各有專長:渦輪式適合中小規模、進料較細的物料;攪拌式是大產能連續化生產的主力機型;對撞式專注高純度研磨,是鋰電、醫藥、電子材料的首選方案。
選型時需綜合考量產量目標、細度要求、物料純度限制和進料粒徑四個核心參數,在明確邊界條件后,三款機型的選型邊界清晰,不存在模糊地帶。
如需針對特定物料(如磷酸鐵鋰前驅體、重質碳酸鈣2μm產品)制定研磨工藝方案,歡迎訪問長沙天創粉末技術有限公司官網獲取詳細技術支持,或直接聯系TENCAN應用工程師進行免費工藝評估。

